خمیر لاستیکی چیست و چگونه ساختار می یابد
الف خمیر لاستیک - که به آن میکسر داخلی یا خمیر کن بانبری نیز گفته می شود - یک دستگاه مخلوط کن بسته و با شدت بالا است که برای ترکیب لاستیک خام با افزودنی هایی مانند کربن سیاه، گوگرد، شتاب دهنده ها، نرم کننده ها و روغن های پردازش استفاده می شود. برخلاف آسیاب های باز، خمیر لاستیک مخلوط را در داخل یک محفظه مهر و موم شده انجام می دهد که به طور چشمگیری از دست دادن مواد را کاهش می دهد، یکنواختی پراکندگی را بهبود می بخشد و امکان پردازش ترکیبات حساس به دما را فراهم می کند.
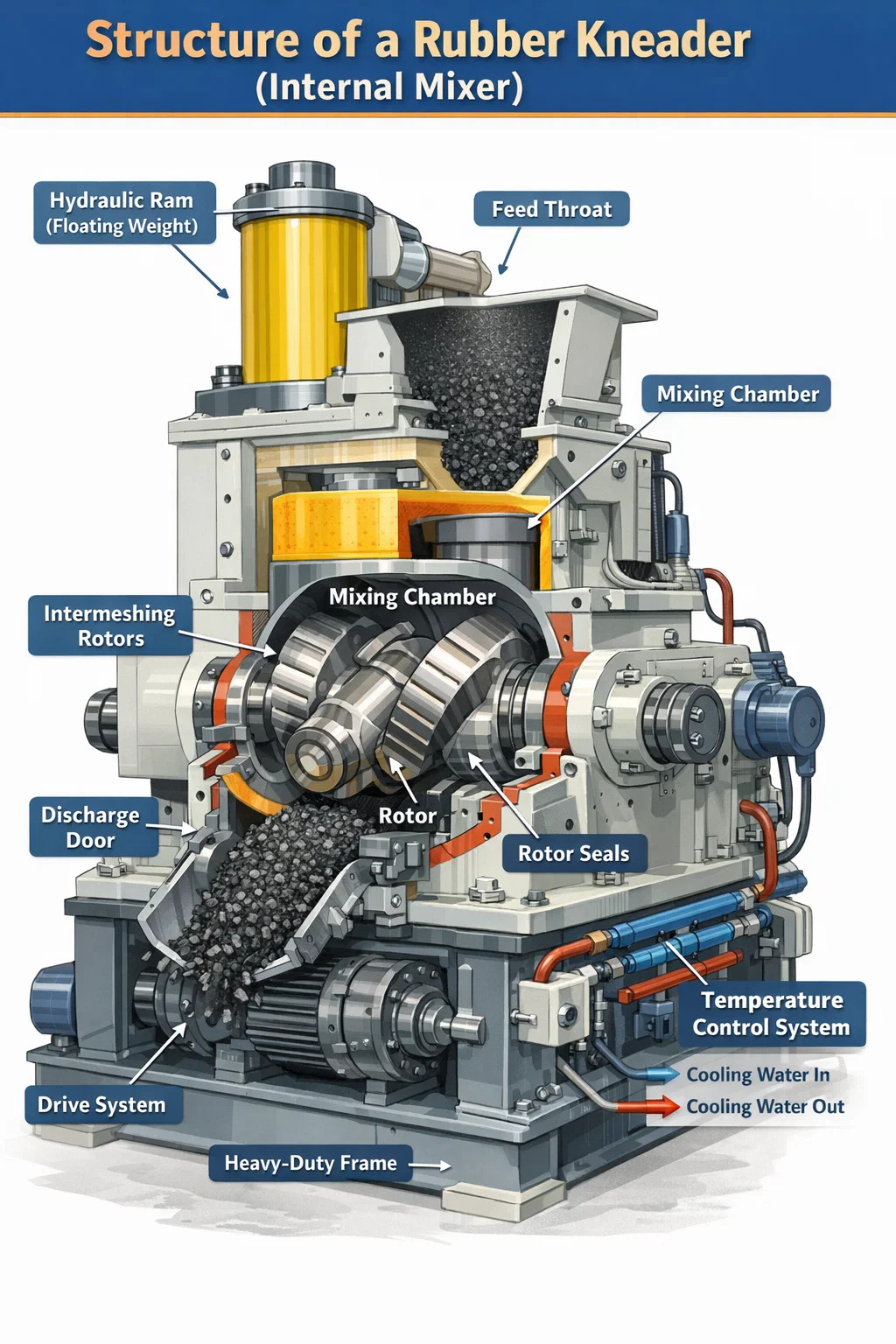
ساختار هسته یک خمیر لاستیکی از شش سیستم اصلی تشکیل شده است: محفظه اختلاط، روتورها، قوچ هیدرولیک (وزن شناور)، مکانیزم درب تخلیه، سیستم کنترل دما و سیستم محرک. هر کدام نقش مکانیکی مشخصی را ایفا می کنند و درک نحوه تعامل آنها نشان می دهد که چرا خمیرگیرهای داخلی به استاندارد صنعتی برای ترکیب لاستیک در تولید لاستیک، مهر و موم، واشر، شیلنگ و کالاهای لاستیکی فنی تبدیل شده اند.
بدنه دستگاه معمولاً از فولاد ریختهگری شده با استحکام بالا یا ورق فولادی ساخته شده ساخته میشود، با سطوح داخلی سخت شده یا اندود شده با آلیاژ مقاوم در برابر سایش برای مقاومت در برابر نیروهای مکانیکی عظیمی که در طول اختلاط ایجاد میشود - اغلب بیش از 500 کیلو نیوتن در ماشینهای با ظرفیت بالا.
اتاق اختلاط: قلب خمیر لاستیک
محفظه اختلاط فضای محصور شده ای است که تمام ترکیبات در آن انجام می شود. این یک حفره هشت شکل است که با تلورانسهای بسیار محکم ماشینکاری شده و برای قرار دادن دو روتور ضد چرخش طراحی شده است. مشخصات داخلی محفظه دایرهای نیست - دیوارههای آن برای تکمیل هندسه روتور شکل گرفتهاند و اطمینان حاصل میکنند که جرم لاستیکی به طور مداوم تا میشود، برش میخورد و دوباره در معرض سطوح روتور قرار میگیرد.
حجم محفظه یکی از مشخصات اولیه مورد استفاده برای طبقه بندی خمیر گیرهای لاستیکی است. دستگاههای در مقیاس آزمایشگاهی ممکن است حجم محفظهای به کوچکی 0.3 لیتر داشته باشند، در حالی که میکسرهای داخلی درجه تولید که در کارخانههای تایرسازی استفاده میشوند میتواند از 650 لیتر بیشتر باشد. اندازه های صنعتی معمول از 20 لیتر تا 270 لیتر متغیر است، با فاکتورهای پر (نسبت وزن بار لاستیکی به حجم محفظه) معمولاً بین 0.6 و 0.75 تنظیم می شود.
دیوارهای اتاقک شبکه گسترده ای از کانال های سرمایش و گرمایش داخلی . در خمیرکن های لاستیکی مدرن، این کانال ها مستقیماً از طریق بدنه محفظه سوراخ می شوند و به یک سیستم کنترل دمای حلقه بسته متصل می شوند. مدیریت حرارتی دقیق بسیار مهم است - ویسکوزیته لاستیک، راندمان پراکندگی و کیفیت ترکیب همه به حفظ دمای دسته در یک پنجره تعریف شده بستگی دارد، اغلب بین 70 درجه سانتیگراد و 160 درجه سانتیگراد بسته به فرمولاسیون.
محفظه به دو نیمه تقسیم می شود - یک بدنه بالا و یک بدنه پایین - به هم متصل شده اند. نیمه پایینی شامل لولای درب تخلیه است. این ساختار تقسیم شده امکان دسترسی برای بازرسی، تمیز کردن و جایگزینی آستر را فراهم می کند. آسترهای محفظه ساخته شده از فولاد سخت شده (معمولاً با مقادیر سختی سطحی 58-62 HRC) از بدنه محفظه ساختاری در برابر ترکیبات لاستیکی ساینده محافظت می کنند و می توانند به طور مستقل بدون از بین بردن کل دستگاه تعویض شوند.
روتورها: مؤلفه تعیین کننده طراحی خمیر کن لاستیکی
روتورها عناصر مکانیکی هستند که در واقع کار اختلاط را در داخل محفظه انجام می دهند. در یک خمیرکن لاستیکی، دو روتور در جهت مخالف با نسبت سرعت ثابت می چرخند معمولاً 1:1.1 یا 1:1.2 است که یک سرعت روتور دیفرانسیل ایجاد می کند که تنش برشی شدیدی را در نقطه اتصال بین روتورها و بین هر روتور و دیواره محفظه ایجاد می کند.
هندسه روتور یکی از مهندسی شده ترین جنبه های یک میکسر داخلی است. سه نوع روتور اصلی در خمیر گیرهای لاستیکی مدرن مورد استفاده قرار می گیرد:
- روتورهای دو بال (بیضوی): طراحی اصلی، با دو تیغه مارپیچ پیچ خورده در امتداد محور روتور مشخص می شود. اینها نیروهای برشی بالایی ایجاد می کنند و برای ترکیبات سخت مخلوط، مستربچ های کربن سیاه و لاستیک های با ویسکوزیته بالا مانند لاستیک طبیعی (NR) و EPDM مناسب هستند. فاصله نوک بین بال روتور و دیواره محفظه معمولاً 2-6 میلی متر است.
- روتورهای چهار بال: توسعه یافته برای بهبود اختلاط پراکنده و توزیعی به طور همزمان. بالهای اضافی فرکانس تا شدن مواد و جهتگیری مجدد را در هر دور افزایش میدهند و امکان ترکیب سریعتر پرکنندهها را فراهم میکنند. روتورهای چهار بال در حال حاضر در خطوط اختلاط ترکیبی تایر با تولید بالا استاندارد هستند.
- روتورهای شش بال (یا چند بال): در کاربردهایی که به پراکندگی پرکننده بسیار ظریف نیاز دارند، مانند ترکیبات تایر مبتنی بر سیلیس که در آن راندمان جفت سیلان بسیار مهم است، استفاده می شود. این روتورها اختلاط ملایم تر و توزیعی تری را با دمای پیک پایین تر ایجاد می کنند.
شفتهای روتور توخالی هستند و به سیستم کنترل دما متصل میشوند و به مایع خنککننده یا بخار اجازه میدهند تا از داخل آن عبور کند. این خنک کننده روتور داخلی در عملیات اختلاط با سرعت بالا که در آن تولید گرمای اصطکاکی می تواند باعث ولکانیزاسیون زودرس (سوختن) ترکیب شود، ضروری است. سرعت سطح روتور در خمیرکن های تولیدی معمولاً از 20 تا 80 دور در دقیقه با برخی از ماشینهای با سرعت متغیر که میتوانند در این محدوده کامل در یک چرخه اختلاط کار کنند.
روتورها در هر دو انتها توسط غلتک های ضد اصطکاک سنگین که در قاب های جانبی دستگاه قرار دارند پشتیبانی می شوند. آرایش یاتاقان باید هم بارهای شعاعی ناشی از فشار ترکیب لاستیکی و هم بارهای رانش محوری تولید شده توسط بال های روتور مارپیچ را در خود جای دهد. مجموعههای بلبرینگ در خمیرزنهای بزرگ معمولاً با آب خنک میشوند، زیرا گرمای اصطکاکی در صندلیهای یاتاقان در غیر این صورت عمر مفید را به میزان قابل توجهی کاهش میدهد.
سیستم آب بندی روتور
در جایی که شفت های روتور از طریق دیواره های جانبی از محفظه اختلاط خارج می شوند، یک سیستم آب بندی از نشت ترکیب لاستیکی در امتداد شفت جلوگیری می کند. این از نظر فنی یکی از چالش برانگیزترین زمینه های طراحی خمیر گیر لاستیکی است. مهر و موم باید حاوی لاستیک با فشار حداکثر 0.5 تا 1.0 مگاپاسکال باشد، در حالی که شفت با سرعت می چرخد، همه اینها در حالی که فضای داخلی محفظه در دمای بالا است.
اکثر خمیرکن های لاستیکی مدرن از یکی از دو ترتیب آب بندی استفاده می کنند:
- مهر و موم لابیرنت با بسته بندی لاستیکی: الف series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- مهر و موم مکانیکی صورت: مورد استفاده در ماشین آلات درجه یک و برنامه های کاربردی با الزامات آلودگی شدید. یک صفحه مهر و موم چرخشی که بر روی یک صندلی ثابت فشار داده شده است یک مانع مثبت ایجاد می کند. این مهر و موم ها می توانند با هوا یا آب خنک شوند و فواصل سرویس طولانی تری را نسبت به مهر و موم های نوع بسته بندی ارائه دهند.
رام هیدرولیک (وزن شناور): کنترل فشار بالای ترکیب
دقیقاً بالای محفظه اختلاط، قوچ بالایی قرار دارد که معمولاً وزن شناور یا قوچ هیدرولیک نامیده می شود. این یک بلوک فولادی جامد یا چدن انعطاف پذیر به شکلی است که در داخل گلوگاه تغذیه محفظه قرار می گیرد. عملکرد آن این است که قسمت بالای محفظه اختلاط را پس از بارگیری مواد و اعمال فشار رو به پایین بر روی دسته لاستیک در طول اختلاط می باشد.
فشار قوچ یکی از مهمترین متغیرهای فرآیند در عملکرد خمیرکن لاستیکی است. فشار قوچ بالاتر، ترکیب لاستیکی را مجبور می کند تا با روتورها تماس نزدیک تری داشته باشد و شدت برش را افزایش داده و پراکندگی را بهبود بخشد. با این حال، فشار بیش از حد باعث تسریع سایش روتور و آستر محفظه می شود. فشار رم در ماشینهای تولید معمولاً از 0.2 تا 0.8 مگاپاسکال است که از طریق یک سیلندر هیدرولیک نصب شده در بالای گلوگاه تغذیه اعمال میشود.
قوچ توسط یک استوانه گلویی عمودی هدایت می شود - یک گذرگاه دقیقاً ماشینکاری شده که قوچ را در مرکز نگه می دارد و از حرکت جانبی تحت فشار مرکب جلوگیری می کند. یک مهر و موم گرد و غبار در پایین گلو از مهاجرت لاستیک به اطراف بدنه قوچ جلوگیری می کند. خود رام اغلب دارای هسته است و به مدار آب خنک کننده متصل می شود تا جذب گرما از لاستیک زیر را مدیریت کند.
سیلندر هیدرولیکی که رم را به کار می اندازد بر روی یک قاب محوری در بالای بدنه دستگاه نصب شده است و به آن اجازه می دهد تا زمانی که درب گلوگاه تغذیه برای شارژ باز می شود، چرخش پیدا کند. در خطوط تولید خودکار، چرخه رام توسط برنامه اختلاط کنترل میشود - وقتی درب تخلیه باز میشود تا دسته آزاد شود، به طور خودکار بالا میرود و بلافاصله پس از بارگیری شارژ بعدی پایین میآید و قفل میشود.
در برخی از طرح های جدیدتر خمیر گیر لاستیکی، به ویژه آنهایی که برای ترکیب سیلیکا-سیلان استفاده می شوند، فشار قوچ به صورت دینامیکی در طول چرخه اختلاط تعدیل می شود - فشار را به طور موقت در مرحله واکنش سیلانیزاسیون کاهش می دهد تا از گرم شدن بیش از حد جلوگیری شود، سپس دوباره آن را برای پراکندگی نهایی افزایش می دهد. این به یک سیستم شیر هیدرولیک متناسب با واحد کنترل ماشین نیاز دارد.
مکانیسم درب تخلیه: آزاد کردن دسته مخلوط
درب تخلیه کف محفظه اختلاط را تشکیل می دهد. هنگامی که اختلاط کامل شد، این درب به سمت پایین باز می شود (یا بسته به طراحی به یک طرف می چرخد) تا دسته لاستیکی تمام شده توسط گرانش در دستگاه پایین دست آزاد شود - معمولاً یک آسیاب باز، اکسترودر دو پیچ یا نوار نقاله خنک کننده دسته ای.
درب توسط یک سیلندر هیدرولیک فعال می شود و مکانیسم قفل آن باید در طول اختلاط بدون انحراف، فشار کامل محفظه داخلی را تحمل کند. حتی خم شدن جزئی در میتواند به لاستیک اجازه دهد تا در ناحیه آببند درب اکسترود شود و سایش را تسریع کرده و باعث آلودگی شود. خمیر کن های لاستیکی با کیفیت بالا از پیچ های قفل کننده متعدد یا مکانیزم قفل بادامک استفاده می کنند که نیروی گیره را به طور مساوی در سراسر محیط درب توزیع می کند.
سطح در (سطحی که با ترکیب لاستیکی تماس می گیرد) معمولاً با یک صفحه سایش سخت شده روکش می شود که به طور مستقل قابل تعویض است. بدنه درب دارای کانال های خنک کننده متصل به مدار مشابه با دیوارهای اتاقک است. یک حلقه مهر و موم لاستیکی یا الاستومری در اطراف محیط درب می چرخد تا از نشت ترکیب در رابط محفظه/در جلوگیری کند - این مهر و موم یک مورد مصرفی است که در طول تعمیر و نگهداری برنامه ریزی شده جایگزین شده است.
زمان باز شدن درب تخلیه یک پارامتر فرآیند است - باز شدن سریعتر زمان قرار گرفتن ترکیب در معرض گرما را پس از پایان اختلاط کاهش می دهد، که برای ترکیبات حساس به دما حاوی عوامل ولکانیزاسیون از پیش پراکنده حیاتی است. در خطوط تولید پرسرعت، باز شدن درب و رها شدن دسته ای ظرف 3 تا 5 ثانیه کامل می شود برای حفظ توان عملیاتی
سیستم کنترل دما: مدیریت گرما در سراسر خمیر لاستیکی
مدیریت دما در عملیات خمیر لاستیکی اختیاری نیست - این یک نیاز اساسی برای کیفیت ترکیب و تکرارپذیری فرآیند است. سیستم کنترل دما شامل سه منطقه تبادل حرارتی است: دیواره های محفظه، بدنه روتور و قوچ. هر منطقه را می توان به طور مستقل کنترل کرد.
اکثر خمیرکن های لاستیکی تولیدی از یک واحد کنترل دمای آب حلقه بسته (TCU) استفاده می کنند که آب گرم شده را در هر سه منطقه به گردش در می آورد. TCU می تواند آب را با استفاده از بخاری های برقی یا تزریق بخار گرم کرده و با استفاده از مبدل حرارتی متصل به منبع آب سرد تاسیسات، آن را خنک کند. دمای آب هدف بسته به مرحله فرآیند متفاوت است:
- مرحله پیش گرمایش: آب 60 تا 90 درجه سانتیگراد برای رساندن محفظه به دمای کار قبل از اولین دسته شیفت
- مرحله اختلاط: آب خنک کننده 20 تا 40 درجه سانتیگراد برای جذب گرمای اصطکاکی و جلوگیری از افزایش دمای ترکیب
- مرحله تمیز کردن: شستشو با آب داغ یا بخار برای نرم کردن ترکیب باقی مانده برای حذف آسان تر
دمای ترکیب توسط ترموکوپل ها یا حسگرهای مادون قرمز نصب شده در دیواره محفظه کنترل می شود. بازخورد دمای ترکیب در زمان واقعی توسط سیستم کنترل ماشین برای تنظیم سرعت روتور، فشار رم و سرعت جریان مایع خنککننده استفاده میشود تا بچ را در محدوده مشخصات نگه دارد. در برخی از سیستم های خمیر کن لاستیکی پیشرفته، اختلاط به طور خودکار زمانی که دمای ترکیب به نقطه تنظیم می رسد و نه پس از یک چرخه زمانی ثابت، خاتمه می یابد - این تخلیه به اصطلاح کنترل شده با دما سازگارتر از ریختن با زمان کنترل شده است و تنوع دسته به دسته را کاهش می دهد.
جزئیات مدار خنک کننده روتور و محفظه
در داخل هر روتور توخالی، مدار خنک کننده معمولاً از یک الگوی مارپیچ یا سوراخ پیروی می کند که سطح تماس سطح را به حداکثر می رساند. اتصالات چرخشی (همچنین به آنها اتصالات چرخشی نیز گفته می شود) در انتهای محور روتور، لوله های تامین مایع خنک کننده ثابت را بدون نشتی به داخل روتور چرخان متصل می کنند. اینها اجزای دقیقی هستند که نیاز به بازرسی و تعویض دوره ای دارند زیرا مهر و موم داخلی آنها فرسوده می شود.
کانال های خنک کننده دیوار محفظه در یک الگوی مارپیچ از طریق بلوک محفظه، معمولاً در فاصله 30 تا 50 میلی متر از مرکز به مرکز سوراخ می شوند. سرعت جریان مایع خنککننده از طریق این کانالها برای دستیابی به ظرفیت حذف حرارت کافی برای توان نامی دستگاه طراحی شده است - برای یک خمیر 270 لیتری با موتور محرک 2000 کیلووات، سیستم خنککننده باید حداقل 1.5-2.0 مگاوات انرژی حرارتی را به طور مداوم حذف کند.
سیستم محرک: انتقال نیرو به روتورها
سیستم محرک یک خمیر لاستیکی شامل موتور الکتریکی، کاهنده سرعت (گیربکس) و آرایش چرخ دنده ای است که دو روتور را به حرکت در می آورد. از آنجایی که روتورها باید با یک نسبت سرعت ثابت نسبت به یکدیگر بچرخند، آنها از طریق یک مجموعه دنده به هم قفل شده - چرخ دنده های زمان بندی - کوپل می شوند که بدون توجه به تغییرات بار، همگام سازی را تضمین می کند.
موتور محرک اصلی تقریباً به طور کلی یک موتور القایی AC با کنترل درایو فرکانس متغیر (VFD) در ماشینهای مدرن است. قابلیت سرعت متغیر برای بهینهسازی اختلاط در مراحل مختلف یک سیکل ترکیبی ضروری است - به عنوان مثال، کارکردن با سرعت کم در هنگام خرابی عدل اولیه برای جلوگیری از بارگذاری بیش از حد موتور، سپس شتاب دادن به حداکثر سرعت برای ترکیب پرکننده. قدرت موتور در ترازوهای خمیر کن لاستیکی تولیدی با حجم محفظه:
| حجم محفظه (L) | توان موتور معمولی (کیلووات) | محدوده سرعت روتور (دور در دقیقه) | برنامه مشترک |
|---|---|---|---|
| 20-40 | 110–250 | 20-60 | دسته ای کوچک، ترکیبات ویژه |
| 75-120 | 500–900 | 20-70 | لاستیک سایز متوسط و لاستیک صنعتی |
| 200-270 | 1500-2500 | 20-80 | ترکیب آج لاستیک با حجم بالا |
| 400-650 | 3000-5000 | 15-60 | تولید مستربچ لاستیک در مقیاس بزرگ |
گیربکس (کاهش دهنده سرعت) در حالی که گشتاور را چند برابر می کند، سرعت موتور را به سرعت عملکرد روتور کاهش می دهد. در یک خمیر لاستیکی، گیربکس باید گشتاور بسیار بالایی را تحمل کند - برای یک موتور 2000 کیلوواتی که روتورهایی با سرعت 40 دور در دقیقه کار می کند، گشتاور در شفت روتور می تواند از 500000 نیوتن متر فراتر رود. گیربکس معمولاً یک آرایش شفت موازی یا زاویه راست با چرخ دنده های مارپیچ کربنی و زمینی است که در یک محفظه چدنی مقاوم یا فولادی ساخته شده با روغن کاری تغذیه اجباری قرار می گیرد.
الف flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
گلوگاه تغذیه و سیستم شارژ
گلوگاه تغذیه گذرگاه عمودی بالای محفظه اختلاط است که از طریق آن لاستیک و مواد افزودنی بارگذاری می شوند. در عملیات دستی، عدل های لاستیکی و افزودنی های وزن شده توسط اپراتورها یا نوار نقاله به داخل گلو می ریزند. در خطوط ترکیب خودکار، گلوگاه تغذیه با یک سینی نوک یا دستگاه کمکی پنوماتیکی تعبیه شده است تا مواد را در مقابل مقاومت روتورها به داخل محفظه فشار دهد.
ابعاد دهانه گلو به گونهای طراحی شده است که اندازههای استاندارد عدل لاستیکی را بپذیرد - یک خمیر 270 لیتری معمولاً دارای دهانه گلویی تقریباً 600 میلی متر در 400 میلی متر است. یک پوشش گرد و غبار یا فلاپ چرخان پس از شارژ، گلو را می بندد تا در حین اختلاط گرد و غبار و دود را در خود داشته باشد. برخی از ماشینها همچنین یک پورت استخراج دود را در پوشش گلو متصل میکنند که به سیستم تهویه مرکزی متصل است - این امر به ویژه در هنگام مخلوط کردن ترکیبات حاوی کربن سیاه، گوگرد یا روغنهای فرآوری مهم است.
تزریق مواد مایع - برای روغنهای فرآیند، سیلانهای مایع یا افزودنیهای خاص - اغلب از طریق پورتهایی که مستقیماً در دیواره محفظه یا از طریق بدنه قوچ نصب میشوند، انجام میشود. این نازلهای تزریق باید به گونهای طراحی شوند که در حین ارائه حجمهای اندازهگیری شده دقیق، که معمولاً توسط سیستمهای دوز پمپ دندهای یکپارچه با برنامه اختلاط کنترل میشوند، مقاومت در برابر فشار و دمای محفظه داشته باشند.
قاب ماشین و اجزای ساختاری
کل مجموعه خمیر کن لاستیکی بر روی یک قاب پایه ساختاری سنگین ساخته شده از صفحه فولادی ضخیم یا قطعات ریخته گری نصب شده است. این قاب نیروهای واکنش حاصل از فرآیند اختلاط را جذب کرده و به فونداسیون منتقل می کند. نیروهای درگیر قابل توجه هستند - یک خمیرساز تولیدی بزرگ نیروهای جداکننده روتور (نیروی که روتورها را به دلیل فشار لاستیک از هم جدا می کند) ایجاد می کند که می تواند در طول بارهای اختلاط اوج به چند صد کیلونیوتون برسد.
دو قاب جانبی، یکی در هر طرف محفظه اختلاط، یاتاقان های روتور را حمل می کنند و اتصال ساختاری بین محفظه و پایه را فراهم می کنند. اینها اغلب سخت ترین اجزای دستگاه هستند که تحت فشار قرار می گیرند و از چدن گره ای یا فولاد ساخته شده با گیج سنگین با شعاع فیله سخاوتمندانه برای کاهش تمرکز تنش ساخته می شوند.
پایه های عایق ارتعاش بین قاب پایه خمیر کن و فونداسیون ساختمان در تاسیسات مدرن استاندارد هستند. یک خمیرکن لاستیکی بزرگ با بارگیری کامل در هنگام خرابی عدل، ارتعاش قابل توجهی ایجاد می کند - بدون جداسازی، این لرزش می تواند به سازه ساختمان منتقل شود و ابزار دقیق اطراف را تحت تأثیر قرار دهد یا به مرور زمان باعث ترک خوردگی در پیچ های لنگر شود.
سیستم کنترل و ابزار دقیق در خمیر کن های لاستیکی مدرن
خمیر کن های لاستیکی معاصر مجهز به سیستم های کنترلی مبتنی بر PLC هستند که کل چرخه اختلاط را به طور خودکار مدیریت می کنند. سیستم کنترل یک جریان مداوم از داده های فرآیند را نظارت و ثبت می کند:
- دمای ترکیب (اندازهگیری شده از طریق ترموکوپل دیواره محفظه یا پیرومتر مادون قرمز که از طریق یک درگاه دید به سمت ترکیب میرود)
- سرعت روتور (rpm) که به طور مداوم توسط VFD قابل تنظیم است
- کشش جریان موتور، که متناسب با ویسکوزیته ترکیب است و به عنوان یک اندازه گیری غیرمستقیم برای اختلاط انرژی ورودی عمل می کند.
- انرژی ورودی ویژه (کیلووات ساعت بر کیلوگرم)، انباشته شده در طول چرخه اختلاط
- موقعیت و فشار رام
- دمای ورودی و خروجی مایع خنک کننده برای هر منطقه خنک کننده
- موقعیت درب تخلیه (اینترلاک باز/بسته)
انرژی ورودی خاص مسلماً قابل اطمینان ترین شاخص کامل بودن اختلاط است برای بسیاری از ترکیبات لاستیکی - به عنوان مثال، پراکندگی کربن سیاه با انرژی ورودی تجمعی به ازای هر کیلوگرم ترکیب ارتباط نزدیکی دارد نه با زمان به تنهایی. کنترلهای خمیر کن لاستیکی مدرن به برنامههای اختلاط اجازه میدهند تا با نقطه پایان انرژی به جای نقطه پایان زمان تعریف شوند، که به طور خودکار تغییرات در ویسکوزیته مواد خام بین دستهها را جبران میکند.
الفll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
تفاوت های ساختاری کلیدی بین انواع خمیرکن لاستیکی
همه خمیرکن های لاستیکی از پیکربندی ساختاری یکسانی برخوردار نیستند. چندین تغییر طراحی برای برآوردن نیازهای مختلف تولید وجود دارد:
خمیرزن های روتور مماسی در مقابل در هم آمیختگی
در یک خمیر کن روتور مماسی (طراحی کلاسیک Banbury)، دو روتور در مسیرهای دایرهای مجزا که مماس بر یکدیگر هستند میچرخند - بالهای روتور در هم قفل نمیشوند. این یک منطقه اختلاط بزرگ بین روتورها ایجاد می کند که در آن برش شدید رخ می دهد، و باعث می شود خمیرکن های مماسی برای اختلاط پراکنده پرکننده های تقویت کننده بسیار موثر باشند. اکثر میکسرهای داخلی تولیدی در سراسر جهان از روتور مماسی استفاده می کنند.
در یک خمیر کن روتور درهم آمیخته (مانند سری GK توسط HF Mixing یا سری F توسط Farrel Pomini)، روتورها نزدیکتر به هم قرار می گیرند و بال های آنها روی هم قرار می گیرند و در حین چرخش به هم متصل می شوند - شبیه به یک اکسترودر دو پیچه اما با پروازهای بسیار کوتاه تر و ضخیم تر. این طرح یک الگوی جریان کاملاً متفاوت ایجاد میکند، که اختلاط توزیعی بهتر و دمای ترکیب پایینتر را به قیمت شدت اختلاط پراکنده تا حدودی پایینتر ایجاد میکند. خمیر گیرهای متقابل برای لاستیک سیلیکونی حساس به حرارت، فلوئوروالاستومرها و ترکیباتی که کنترل دما در آنها اهمیت دارد ترجیح داده می شود.
خمیرگیرهای تخلیه وارونه (معکوس).
برخی از طرح های خمیر گیر لاستیکی - به ویژه آنهایی که در خطوط پردازش پیوسته یا نیمه پیوسته استفاده می شوند - نه از طریق درب پایین، بلکه با کج کردن کل مجموعه اتاق اختلاط به طوری که دهانه محفظه رو به پایین باشد و ترکیب بیرون بیفتد تخلیه می شود. این طراحی تخلیه وارونه باعث آزاد شدن سریعتر دسته و ادغام آسان تر با تجهیزات پردازش پایین دستی می شود که مستقیماً در زیر خمیرگیر قرار دارند. مفهوم ساختاری یک قاب ماشین به طور قابل توجهی پیچیده تر با مکانیزم کج و سیستم قفل هیدرولیک است.
خمیر کن های تاپ باز (سیگما تیغه) در مقابل خمیرزن های بسته بنبری
شایان ذکر است که در برخی زمینههای صنعتی، اصطلاح "خمیرزن لاستیکی" به خمیرزنهای دستهای تیغهای Z یا تیغهای سیگما نیز اشاره دارد - ماشینهای روباز، روبهشکل با دو تیغههای سیگما یا Z شکل متقابل چرخش. اینها از نظر ساختاری کاملاً متفاوت از مخلوط کن داخلی بسته هستند که در این مقاله توضیح داده شده است. خمیر گیرهای تیغه ای سیگما فاقد سیستم رم و آب بندی هستند، در فشار اتمسفر کار می کنند و بیشتر برای ترکیب لاستیک سیلیکونی، الاستومرهای ترموپلاستیک و آماده سازی چسب استفاده می شوند تا برای ترکیبات لاستیکی با پرکننده بالا.
قطعات سایش و تعمیر و نگهداری - عناصر ساختاری حیاتی
درک ساختار یک خمیرکن لاستیکی همچنین به معنای دانستن این است که کدام قطعات فرسوده شده و نیاز به تعویض دوره ای دارند. اقلام اصلی پوشاک عبارتند از:
- نکات روتور: نوک بال بیشترین تنش تماسی را با دیواره محفظه تجربه می کند. در برخی از طرح ها، نوک روتور با روکش جوش سخت ساخته شده است که می تواند دوباره در محل اعمال شود. در برخی دیگر، زمانی که سایش نوک از حد تحمل فراتر رود، کل روتور تعویض میشود - معمولاً زمانی که فاصله نوک به دیوار از مقدار طراحی شده خود (2 تا 5 میلیمتر) به بیش از 8 تا 10 میلیمتر رسیده است، در این نقطه، راندمان اختلاط به طور قابل اندازهگیری کاهش مییابد.
- آسترهای اتاقکی: بخشهای پوشش دیوار، صفحات سایش قابل تعویض هستند، معمولاً 30 تا 50 میلیمتر ضخامت دارند، به صورت پیچ و مهرهای در بدنه محفظه نصب میشوند. عمر سرویس از چند ماه در کاربردهای ترکیبی ساینده تا چندین سال در خدمات ملایم متفاوت است.
- مهر و موم انتهای روتور (بسته بندی): بسته به نوع ترکیب و سرعت روتور هر 300-1000 ساعت کار تعویض می شود. تعویض بسته بندی به تعویق افتاده منجر به آلودگی ترکیبی ناحیه یاتاقان و تسریع چشمگیر سایش یاتاقان می شود.
- مهر و موم درب تخلیه: درزگیر محیطی الاستومری روی درب تخلیه در طول خاموشی های برنامه ریزی شده، معمولاً هر 3 تا 6 ماه در تولید مداوم، تعویض می شود.
- اتحادیه های چرخشی در مدارهای خنک کننده روتور: در اکثر تاسیسات سالانه بازرسی و بازسازی می شود، زیرا سایش آب بندی این قطعات می تواند باعث ورود مایع خنک کننده به بدنه یاتاقان شود.
فواصل نگهداری برنامه ریزی شده برای خمیرکن های لاستیکی در تأسیسات تولید تایر معمولاً در حدود شیفت های تولید 8 ساعته است، با بازرسی های جزئی در هر شیفت، بررسی های متوسط هفتگی و تعمیرات اساسی سالانه یا هر 5000 تا 8000 ساعت کار. یک خمیر لاستیک 270 لیتری که به خوبی نگهداری شده باشد می تواند در سه شیفت کاری مداوم به دسترسی مکانیکی بیش از 95 درصد دست یابد.